
Bilgi
METAL ENDÜSTRİSİNDE YENİLİKÇİ TEMASSIZ ÖLÇÜM TEKNOLOJİLERİ
Metallerin Sıcaklık Ölçümünde Emisivite Değeri
Emisivite, sıcaklıkların doğru ölçülmesinde önemli bir faktördür ve uygulamaya göre ayarlanmalıdır. Emisivite teorik olarak malzemeye, yüzey kalitesine, sıcaklığa, dalga boyuna, ölçüm açısına ve hatta bazı durumlarda uygulanan ölçüm konfigürasyonuna bağlıdır. Ölçülecek birçok metalik olmayan yüzey, sabit bir dalga boyu salım gücüne sahiptir. Siyah cisimlerden daha az radyasyon yayar ve bunlara gri cisimler denir. Metalik yüzeylerin emisivitesi diğer şeylerin yanı sıra sıcaklık ve dalga boyuna bağlıdır. Metallerin ölçümünün mümkünse her zaman kısa dalga boyu aralığında yapılmasının önemli nedenleri vardır. İlk olarak, yüksek sıcaklıklarda ve kısa ölçümlerdeki dalga boylarında (2.3 μm; 1.6 μm; 1.0 μm), metal yüzeyler yalnızca en yüksek radyasyon yoğunluğuna sahip değildir, aynı zamanda en yüksek emisyona sahiptirler. İkincisi, bu aralıkta metal oksitlerin emisyonuna eşittirler, böylece değişen emisyonların neden olduğu sıcaklık sapmaları en aza indirilir.
Uygulama Örnekleri
Kalıpta Dövme: Kalıp dövme işleminde, yarı bitmiş ürünlerin şekillendirmeden önce belirli bir dövme sıcaklığına ulaşması gerekir. Mümkün olan en iyi üretim sonuçlarını elde etmek için malzemenin yüzey sıcaklığı buna göre izlenir. Aynısı şekillendirme sonrası veya depolamadan önce dövme için de geçerlidir. İşlem sıcaklığı 700 °C ile 1250 °C arasındadır.

Döküm: Döküm imalat sürecinde sıvı malzemeler bir kalıba dökülür ve sertleştikten sonra bu katı bir gövde haline gelir. Döküm anında, kalite için belirleyici olan soğutma aşamasını etkilemek için malzemenin sıcaklığı ölçülür. İşlem sıcaklığı 1250 °C ile 1600 °C arasındadır.
Cüruf Tespiti: Metallerin üretiminde metalik olmayan bir eritme kalıntısı olan cüruf, çeşitli işlemlerin bir yan ürünüdür. Son ürünün kalitesini arttırmak için cüruf miktarı mümkün olduğunca düşük tutulmalıdır. İşlem sıcaklığı 1250 °C ile 1500 °C arasındadır.
Haddeleme: Yarı mamul ürünlerin imalatında plakalar raflarda yaklaşık 1250 °C’den soğutulur. Kalite güvencesi ve proses optimizasyonu için şekillendirme sıcaklığı, ayrı silindirler arasında ölçülür. İşlem sıcaklığı 700 °C ile 1100 °C arasındadır.


İndüksiyon sertleştirme: (Kısmi) indüksiyonla sertleştirmede, bir alan gerekli sertlik sıcaklığına getirilir ve ardından söndürülür. Bu işlemde, metalin istenen yapısal bileşimini elde etmek için optimum bir zaman / sıcaklık profiline bağlı kalmak son derece önemlidir. İşlem sıcaklığı 700 °C ile 1100 °C arasındadır.
İndüksiyon Kaynağı: Endüksiyon kaynaklı bağlantıların imalatında, örneğin borularda, kalitenin sağlanması gerekir. Bu amaçla jantların sıcaklığı indüktörden sonra ve sıkıştırma silindirlerinden önce kaydedilir, işlem bu şekilde kontrol edilir. İşlem sıcaklığı 950 °C ile 1450 °C arasındadır.
Optris Metal Endüstrisi Broşürü.pdf

About Author
Related posts

Bilgi
İNDÜKSİYON ISITMADA VE DÖVME ÖNCESİNDE TEMASSIZ SICAKLIK KONTROLÜ
1.İndüksiyon Isıtmada Temassız Sıcaklık Kontrolü: İndüksiyon ısıtma sistemleri genellikle ergitme, sertleştirme, yumuşatma, sarı malzeme/metal kaynağı gibi birçok sektörde kullanılabilecek uygulamalar için olmazsa olmaz sistemlerden biridir….

Bilgi
Termal Kamera ile Corona Virüs Tespiti Mümkün mü?
2000’li yılların başından itibaren dünyamızda ebola, domuz gribi gibi salgın hastalıkların adını oldukça fazla duymuşuzdur. Bunlardan sonuncusu corono virüsü 2019 yılının sonunda ortaya çıkmış ve…

Bilgi
Döner Fırınlarda Manto Tarama Sistemleri
Döner fırınlar birçok sektörde kurutma ve yakma gibi işlemler için sıklıkla kullanılır. Çimento klinker bunların başında gelmektedir. Kimya ve gıda sektöründe de birçok ürünün kurutması…
Bilgi
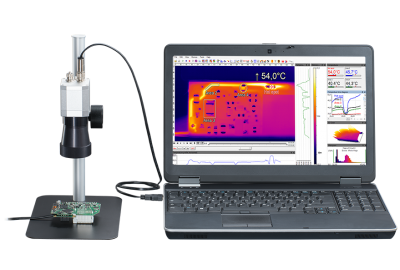
Mikroskop Lensli Termal Kamera
Test ve ölçüm için kolay kullanım Optris, temassız sıcaklık ölçüm sensörleri yelpazesini mikroskop mercekleri bulunan kompakt, yüksek çözünürlüklü kızılötesi kameralarla genişletiyor. “Tüm devre kartının çekimleri…




Leave a reply